Industrial floors in the food, metal and chemical industries, as well as in wash bays and tank cleaning facilities, must withstand the harshest of daily demands. Traditional industrial flooring systems quickly reach their limits, especially when multiple types of stress act simultaneously on the surface.
The MC-DUR PowerCoat flooring system provides a safe, long-lasting and hygienic solution for floor areas that are permanently subjected to a wide range of extreme loads. This PU/cement hybrid flooring was developed specifically for extreme demands. It withstands high chemical and mechanical stresses and retains its bond to the substrate even under thermal loads of up to 120 °C. MC-DUR PowerCoat is also resistant to aggressive acids. Thanks to its extremely high density, the system offers no breeding ground for fungi and bacteria.
Until now, there was no test procedure capable of simulating and assessing repeated extreme temperature loads on flooring systems over several years. MC has developed a new and unique testing method for thermal stress testing of industrial floor coatings. The procedure automatically checks the long-term durability of the bond under cyclic thermal loads using hot liquids. Cyclical heating with around 35 litres of water at 98 °C followed by forced cooling of the test panel to 25 °C provides a realistic simulation of thermal cycling under reproducible conditions. All parameters are fully recorded.
Upon completion of the thermal cycles, the primary criterion – adhesive tensile strength according to DIN EN ISO 4624:2016-08 – is determined and compared with an unexposed panel of identical structure. Any surface changes are microscopically examined both in surface view and cross-section. The bond between topcoat and substrate after 2,500 cycles demonstrates long-term durability.
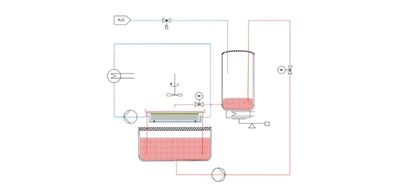
The test rig is structured as follows: the flooring system is applied to a concrete slab, which is cooled from below with water circulating in a tank during the cooling phase. Additionally, the slab is cooled from above by a fan. Water is dispensed from a heated reservoir through a ball valve. The warm water flows off the panel via a trough-shaped frame, is collected in an insulated basin, and then pumped back into the hot water reservoir. The amount of evaporated water is replenished after each cycle.
MC-DUR PowerCoat was tested in various thicknesses at a maximum temperature of 98 °C. Each stress cycle took approximately 40 minutes, with 2,500 cycles completed over 70 days. This corresponds to two cleaning cycles per day over a 5-year period. The polyurethane-cement system MC-DUR PowerCoat permanently resists cyclic exposure to aqueous liquids at 98 °C.
The system consists of the primer and sealer MC-DUR PowerCoat 200, and, depending on requirements, either the thin-layer self-levelling version MC-DUR PowerCoat 240 or the thick-layer variant MC-DUR PowerCoat 280. Thanks to the use of a pigment paste added on-site, the flooring can be customised in colour.
MC-DUR PowerCoat 240 is applied in layer thicknesses of 4 to 6 mm using a trowel. It is suitable for highly stressed surfaces and for high-pressure cleaning up to 85 °C. MC-DUR PowerCoat 280 is applied at 8 to 12 mm thickness and is also trowel-applied. This thicker version of the floor coating system offers even greater thermal and mechanical resistance, is temperature-resistant up to 120 °C, and can withstand cleaning with steam condensate. In areas subject to the highest chemical and mechanical stress, such as in the food industry, MC-DUR PowerCoat 280 provides maximum safety.
Both MC-DUR PowerCoat 240 and 280 offer high impact resistance. The slip resistance can be individually adjusted. With an additional top sealer, slip resistance classes up to R13 (according to DIN EN 16165:2021-12, Annex B) can be achieved. The optional use of a catalyst allows the surfaces to be walked on and loaded even sooner, ideal for weekend construction projects or low-temperature conditions.

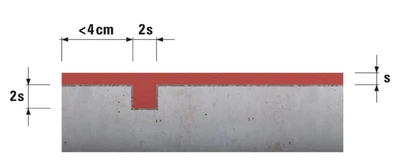
Some important details must be considered during application of MC-DUR PowerCoat. Along all exterior edges and on both sides of joints and daily working sections, so-called “anchorage grooves” must be cut. This is due to the chemical reaction of polyurethane: polyol and water react with isocyanate to form polyurethane and carbon dioxide. The latter reacts with calcium hydroxide to form calcium carbonate and water. Excess water evaporates, causing shrinkage in the coating.
As a result, the system exhibits more shrinkage than conventional flooring systems. Anchorage secures the system in the substrate. These grooves should be approximately twice the layer thickness in width and depth and placed as close as possible to the edge. They are cut after surface preparation using a dual-blade joint cutter.
Coves are formed at the base of vertical elements to facilitate cleaning. These are part of the HACCP concept for food production. Depending on the level of stress, either a rigid or flexible connection is selected.
When connecting MC-DUR PowerCoat to drainage components, it’s important to distinguish between cold and hot liquids. For cold liquids, direct connection to the floor with anchorage grooves around all penetrations is sufficient. For hot liquids, however, an elastic joint must be included between the floor system and the drainage element – using, for example, the SMP joint sealant Mycoflex 488 MS from MC. This accounts for the different thermal expansion rates of stainless steel and PU concrete, ensuring a permanently watertight seal.
If the entire screed is being replaced during construction, drainage components should also be installed with flexible insulation on all vertical surfaces. This prevents stress between the expanding stainless steel and the screed, which could otherwise lead to cracking in the substrate that could transfer into the PU cement top layer.
We are continuously improving our website and we use cookies for this purpose. For an optimal user experience, we recommend that you accept them. Otherwise, parts of the page will be deactivated in the display in accordance with data protection regulations.
 Germany
Germany
 Austria
Austria
 Belarus
Belarus
 Belgium
Belgium
 Bosnia and Herzegovina
Bosnia and Herzegovina
 Bulgaria
Bulgaria
 Croatia
Croatia
 Czech Republik
Czech Republik
 Denmark
Denmark
 Finland
Finland
 France
France
 Georgia
Georgia
 Great Britain
Great Britain
 Hungary
Hungary
 Ireland
Ireland
 Latvia
Latvia
 Lithuania
Lithuania
 Netherlands
Netherlands
 Poland
Poland
 Portugal
Portugal
 Romania
Romania
 Serbia
Serbia
 Slovakia
Slovakia
 Spain
Spain
 Sweden
Sweden
 Switzerland
Switzerland
 Ukraine
Ukraine
 Ethiopia
Ethiopia
 Ghana
Ghana
 Guinea
Guinea
 Israel
Israel
 India
India
 Malaysia
Malaysia
 Singapore
Singapore
 United Arab Emirates
United Arab Emirates
 Vietnam
Vietnam
 Taiwan
Taiwan
 Philippines
Philippines
 Kazakhstan
Kazakhstan
 New Zealand
New Zealand
 Australia
Australia
 Canada
Canada
 Brazil
Brazil
 Chile
Chile
 Bolivia
Bolivia
 Peru
Peru



